

Increased Safety and Wear Life at Glencore’s Murrin Murrin Site
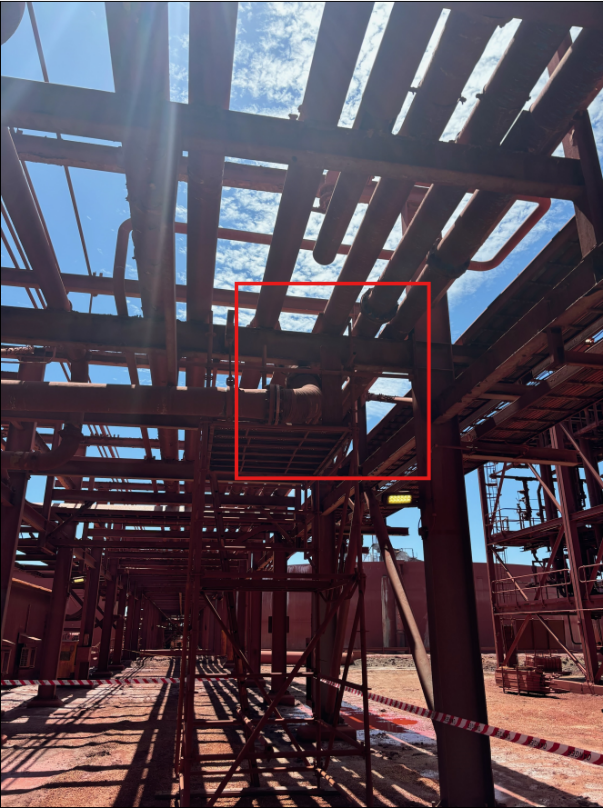
We were approached by Glencore’s Murrin Murrin Site to solve a serious issue affecting their leached slurry processing pipelines. Their existing mining hoses were failing prematurely, creating hazardous conditions where high-temperature acidic slurry was leaking and forcing sections of the plant to be barricaded off.
With hose life averaging only 12 weeks, the site was also dealing with frequent shutdowns, increased maintenance demand, and costly downtime.
-
Client
Glencore
-
Service
Mining Hose
-
Application
Acidic Slurry Process Piping
-
Commodity
Nickel and Cobalt
-
Location
Western Australia
-
Value
$100K +
The Problem
High-temperature mixed sulphide slurry creates one of the most demanding environments for rubber mining hose. Standard abrasion-resistant rubber compounds often lack the temperature and chemical resistance required for this duty. Conversely, many compounds designed for heat and acid resistance do not provide sufficient abrasion performance.
The existing hose solution did not utilise a compound capable of balancing all three critical requirements:
- Abrasion resistance
- High-temperature resistance
- Acid resistance
As a result, premature wear led to repeated failures, unsafe leaks, and ongoing operational disruption.
Our Solution
To meet this challenging duty, we supplied our Abrasor X30 Series Preformed Bends using our proprietary Flowtech liner compound.
Flowtech is an EPDM-based rubber compound engineered to provide:
- Excellent heat resistance
- Strong acid resistance
- Reliable abrasion performance
- Longer service life in aggressive slurry applications
From initial engagement through to delivery, we had the hoses manufactured and on site within just 6 weeks, helping the maintenance team rapidly address a critical plant risk.


The Outcome
Since replacing the previous hoses with our Abrasor solution, site performance has improved significantly:
- More than 3x wear life compared with the previous supplier
- Fewer shutdowns and replacement intervals
- Lower maintenance costs
- Improved plant availability
- Removal of hazardous leak conditions caused by premature failures
This project delivered a major reliability and safety improvement for the maintenance team, while reducing the total cost of ownership across the pipeline system.

